Технологија обраде метала
1. Обрада метала са скидањем струготине
Tехнологија обраде метала је сложен процес који обухвата читав ток израде неког предмета: изрда техничко –технолошке документације, тј. техничких цртежа са одговарајућим подацима; одабирање и утврђивање технолошког процеса обликовања; избор најприкладнијег материјала који даје што мање отпадака, осигурава одговарајући квалитет, најрационалнији поступак обликовања; избор и припрема алата, прибора, машина и другиг техничких средстава за рад; техничка припрема која подразумева мерење, обележавање, заштиту на раду и заштиту животне средине; обликовање предмета одговарајућим технолошким поступком; контрола квалитета и евентуална дорада
Обраде метала смо поделили на обраду метала скидањем струготине - механичка обрада метала и без скидања струготине -пластична обрада.
Oбрада метала скидањем струготине је физичка обрада метала која се остварује уз помоћ клинастог сечива која продиру у метал стварајући при томе струготину, а постиже се добијање жељеног облика предмета. Ту спадају обрада метала секачем, тестером, турпијом, бушењем, стругањем, глодањем, рендисањем, брушењем, израда навоја.
Принцип рада при обради метала секачем састоји се у томе да се резни клин утискује у материјал удрацима чекића, при чему се ствара струготина. Секач се мора држати под одговарајућим углом и за различите материјале се користе одређене врсте секача. Треба користити наочари.

Тестерисање је поступак који се заснива на употреби алата са низом зубаца који су наизменично закренути у страну. Ручно тестрисање се обавља челичном траком са каљеним зупцима и учвршћена је у оквир. Трака има зупце са обе стране. Тестера се притишће при кретању напред, а олабави при повратном кретању. Важно је чврсто држање тестере. Машинска тестера је нпр. циркулар.

Турпијање је обрада метала скидањем струготине уз употребу алата који се зове турпија а служи за равнање површина, жлебова, усека... Турпије се разликују по облику (равне, тругласте..), по квалитету (грубе, средње и фине). Турпијање је најчешће ручни процес обраде.

Бушење је технолошки поступак израде рупа или отвора са скидањем струготине услед продирања бургије у материјал. Бургија врши обртно кретање и праволинијско кретање а радни предмет мирује. При бушењу се мора обезбедити ефикасно одвођење струготине, а понекад хлађење течношћу. Меки метали праве струготину у облику непрекидне спирале, а тврди метали измрвљену струготину. Бушење захтева пажњу и мере заштите на раду.
Ручно бушење се обавља ручном бушилицом. Буше се отвори до 6 мм пречника, електричном ручном бушилицом се буше отвори пречника до 10 ммм, а отвори преко тога стоним, стубним бушилицама. Пре почетка бушења је неопходно обележити места где треба бушити, при бушењу не треба сувише притискати бушилицу, јер се турпије тупе, а треба водити рачуна и о одржавању правца бушења и на тренутак прекидати бушење због струготине.
Машинско бушење се обавља тако што се електришна бушилица са одговарајућим носачем претвара у стону, а у индустрији се користе велике стубне бушилице. Бушење се може обављати и на стругу.


Стругање је технологија обраде метала са скидањем струготине и та врста обраде датира још из 13. века. Стругањем се обликују се предмети цилиндричног облика. Машине на којим се изводи стругањесе зову стругови, а као алат служе стругарски ножеви.

Предмет који се обрађује ротира (број окретаја је означен са н), нож се креће праволинијски тј. уздужно и попречно у односу на предмет који се обрађује и то кретање се означава са с. Може бити постављено неколико ножева те имамо универзалне стругове, попречне полуаутоматске и аутоматске стругове, стругове са нумеричким управљањем.



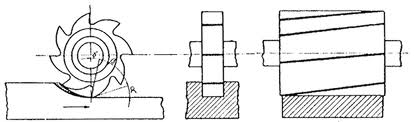
Глодање је операција којом се обликују равне површине, жлебови, профили, зупчаници итд. са скидањем струготине, машине за зову глодалице, а као алат служи глодало састављено од више оштрица. Постоје универзалне глодалице, хоризонталне и вертикалне глодалице.

Рендисање је поступак обраде равних површина жлебова, профила са скидањем струготине. Алат је сличан стругарским ножевима. Учвршћени предмет се креће дуж дугоходне, уздужне рендисаљке праволинијски, а алат се помера после сваког хода тамо и натраг, а на попречној рендисаљки предмет стоји, а рендисаљка се креће.


Приликом рада са брусилицом подузимају се мере заштите: наслон треба да је одмакнут од брусне плоче највише 3 mm, не притискати брусну плочу певише, користити кожну кецељу, заштитне наочари и оквир са плексигласом.
Израда навоја
За ручну израду навоја користе се урезници (за урезивање) и нарезници (за нарезивање).


Навоји се могу израђивати и на стругу, стругарским ножевима за израду навоја.